What is Lean?
Fundamental Concepts of Lean
Objective of Lean
Lean is a methodology for manufacturing that seeks to create waste-free, optimized product flow across the value stream, which is defined as all the activities, value-adding and non-value adding, required to bring a product from concept to launch and from order to delivery. In the ultimate future state of the value stream, each product flows from raw material to finished item to the ultimate customer without stops, interruptions or delays, and without non-value-adding steps or processing. In other words, minimal inventory exists to impede product flow, and there are no steps in the production process that are not adding value from the perspective of the customer.
Alternatives to Lean
Lean production is one of three different approaches to manufacturing that are in use today. The other two approaches are craft production and mass production.
Craft production is a methodology in which each item is produced, one at a time, in a way similar to that of a skilled craftsman assisted by apprentices.Typically in craft production, each product produced is unique, as are the individual components that go into it. Craft production was the only form of manufacturing until the early 1900’s.
Mass production seeks to produce large numbers of similar or identical products. Each stage of production is organized to exploit economies of scale (large volumes) and is managed by a command and control kind of hierarchy governed by strict financial controls. Some of the key ideas that made mass production possible included:
• Interchangeable parts
• Pre-hardened metals
• Standard gauging and the moving assembly line
• Standardized/simplified work
• Waste elimination
These innovations were developed largely over the late nineteenth and early twentieth centuries and were brought together and perfected by Henry Ford at his Rouge River manufacturing site.
Later, largely driven by modern accounting principles came a focus on:
• Achieving the highest possible volumes in order to achieve the maximum equipment utilization
• Reducing unit costs, not by eliminating costs themselves but by spreading them over larger volumes
• Optimizing operations not flow
The accounting focus of mass production as well as a kind of command and control hierarchy of management were largely developed by General Motors and Alfred P. Sloan.
In some respects lean manufacturing or lean production tries to blend the best features of craft and mass production to achieve volume production one at a time. It includes:
• Waste elimination
• Flow from raw material to finished product
• Pull to customer needs
The innovations of lean production, as well as the blending of key mass production and craft production methods, can be credited to Toyota and to Taiichi Ohno. In large part this kind of manufacturing was developed to respond to the market conditions faced by Toyota after World War II: small markets, the need to be competitive at smaller volumes, the need to find a way to reduce costs without increased volume, etc. These inevitably led to a focus on flow (producing in a one-piece flow) and environment of minimal waste.
Muda, Mura, Muri
To achieve the objective of lean manufacturing, all waste (muda), unevenness or variability (mura), or strain (muri) must be removed from the value stream. In most factories, waste, unevenness and strain can be seen everywhere: in excess inventory sitting between manufacturing processes, inventory that is waiting for other matching sets of parts, inventory that is being reworded or scrapped, and lot size inventory being stored in advance of its future usage.
Waste
Generally speaking there are seven forms of waste in manufacturing:
• Defects in products
• Overproduction of items not needed
• Inventories awaiting further processing or consumption
• Unnecessary processing
• Unnecessary movement of people
• Unnecessary transport of material
• Waiting (on equipment or upstream processing)
• Design of products that do not meet users needs
Unevenness
Unevenness frequently takes the form of a manufacturing schedule where work surges from one stage to the next, or where capacity usage is erratic or irregular.
Strain
Strain has to do with misuse or overloading of equipment or people, and is really the result of poor job design, poor part design, poor ergonomic or equipment choices.
Waste, unevenness and strain kill flow, so all must be minimized, reduced and ultimately eliminated.
The effect of reducing waste, unevenness and strain is to allow product to flow better. And as this happens, inventories drop, lead times collapse, quality improves, space requirements drop, and customer service typically improves.
Even in the most mature lean environment, though, there can be some wasteful activities that impede flow. To handle these situations, the concept of pull or pull replenishment was developed to avoid creating even more inventory (and waste).
Pull Substitutes for Flow when Flow is not Possible
Generally lean practitioners distinguish between flow (product flows from raw material to customer) from pull (which generally means the situation where material is being pulled from earlier processes because continuous flow is not possible). In other words, in situations where there is still inventory—generally to buffer processes that cannot work in a synchronized flow—that inventory will be replenished by some kind of pull process. Ultimately the pull systems are driven by customer demand, and support replenishment of component and intermediate inventories anytime it is not possible to flow the product from raw material to customer without stopping.
Pull Replenishment concepts
This is a fundamental concept in lean manufacturing that is based on one core idea: inventory should only be replenished when it has been used. Rather than trying to predict when more inventory will be needed (the method used in a craft or mass production environment) and replenishing it based on this anticipation, lean inventories are replenished on consumption. In other words, in a lean manufacturing environment, a strictly limited and carefully managed amount of inventory is held at various points across the value stream. When this inventory is used, it is replenished. The signal to replenish inventory is typically visual—a kanban card in many instances—rather than being based on computer reports, displays and exception messages, and does not require planner or scheduler involvement.
This idea of replenishment on consumption is called pull replenishment to contrast with push replenishment, which is based on anticipating demand and acting on it in advance.
In effect, a lean production environment is driven by customer demand. In its simplest form, the customer order authorizes shipment of a product from the finished goods inventory. Shipment from inventory generates a pull signal for replenishing the finished goods. The finishing process uses subassemblies and component inventories which in turn signal for their own replenishment. In this way, material is pulled from the supplier and across the production process based on the customer demand.
A simple example of a pull replenishment system is a bread rack in a supermarket. When a customer purchases a loaf of bread, a position in the rack opens up and this is the signal for the bread supplier to fill it.
Customer Demand, not forecasts, are the primary driver for Lean
So customer demands, not forecasts, are the primary drivers for a lean execution system. However, does that mean that forecasting is unnecessary?
Unfortunately the answer is no.
Forecasts still play an important role in the longer term planning activities that help create the conditions for lean execution. For example, forecasts of demand for family groups, often corresponding to individual value streams, drive the sales and operations plan and associated capacity planning activities. In other words, family forecasts are essential to ensuring that sufficient capacity will exist to actually execute the lean replenishment signals when they are actually generated.
Detailed forecasts also drive longer term leveling, a process synonymous with master scheduling in most production environments. In this important process, which we’ll revisit later in the course, longer term demand (forecasts and customer orders) and any inventory buffer adjustments for the mix of master scheduled products are leveled into uniform daily quantities based on takt time. This mixed model master schedule, after being validated to ensure that there are no problems with spiking demand against the leveled schedule, drive other planning activities, especially supplier scheduling.
In some lean producers, the backlog of customer orders is long enough that detailed forecasts are not needed for the master scheduling process. For example at Toyota, the backlog of customer and dealer orders stretches beyond the master scheduling horizon. In this situation no separate forecasts are created for the individual items.
In most companies, though, the situation will be somewhat different in that the order backlog will be much shorter than the master scheduling horizon. In this situation, the master schedule will be created from a combination of customer orders and forecasts.
Lean Manufacturing does not Mean Zero Inventory
Another common misconception regarding lean manufacturing is that there will be no inventory.
This is not the case at all. While inventory is regarded as a waste, perhaps the ultimate waste, in lean environments using pull systems, the entire pull model is based on one principal assumption: that inventory will exist in limited and strictly controlled quantities and consumption of this inventory will be the basis for deciding what to make or buy next.
What is different in a lean environment is that the inventory is strictly limited and no supply activities are permitted when the inventory is at its pre-established limits.
In the balance of this course we’ll see how lean and pull systems use limited inventory to advantage in meeting customer needs and in being flexible in responding to change. Neither too much nor too little is the balance that lean producers try to achieve when it comes to inventory.
Goals of Lean Manufacturing
Continuous flow from raw material to finished goods
As we saw earlier, the principal goal of lean manufacturing is to create a continuous flow of product from raw material to finished goods and on to the customer—no stoppages, no delays, no interruptions because of inventory, scrap or yield issues, downtime or the other problems that occur in a typical manufacturing operation.
Produce only the quantity needed
In order to achieve this goal, most companies must address the issues—all across their value streams—that prevent them from producing what is needed, when it is needed, in exactly the required quantity, no more and no less. While there are many, many impediments to producing on demand nearly every company seriously implementing lean will at some point need to address setup time and the setup process. As long as setup time is more than a few minutes, it will be impossible to produce only the quantity needed.
Why is this? Why not just create a policy like this: From now on we will only produce the exact quantity required and will not lot size. If we need more then we’ll set up again when we need them.
Unfortunately the truth is that you can’t typically do this because you will quickly run out of capacity from the number of setups you’ll be doing. Your production processes have limits—a kind of natural cycle that later will be referred to as the production interval or EPE Interval—that you violate at your own risk. This cycle is determined by the volume of products that you are producing, the standard time required to produce each one, and the setup time. It is the principal driver for lot sizing in most production environments and is a key concept in lean manufacturing and something that must be addressed in order to make real progress.
Production intervals are a primary driver of lot sizes and lot sizes determine inventory levels, which determine the lead time to bring a product through the value stream. Large lot sizes mean lots of inventory which in turn means intermittent flow and long(er) lead times. Later in this course we’ll look at what you can do to address the problem of production intervals and long setups in your journey to a lean production environment.
Build to order (production lead time shorter than demand lead time)
The closer and closer you move toward the goal of continuous flow, the closer you’ll get to a true build to order kind of manufacturing environment. If you can get the elapsed time over the value stream to less than the lead time expected by the customer then you can be a true MTO producer—ordering raw materials and purchased parts only after receiving the customer order. If you can make substantial reductions in the production lead times in your value streams you can move away from finished goods stocking and towards a finish to order or assemble to order strategy.
For most companies the objective of continuous flow seems an impossible goal. But lean is a journey and as so many have found already, one with continued opportunities at every turn. And as these opportunities are addressed, and problems resolved inventory drops, velocity increases, and flow improves.
Basic Tools of Lean
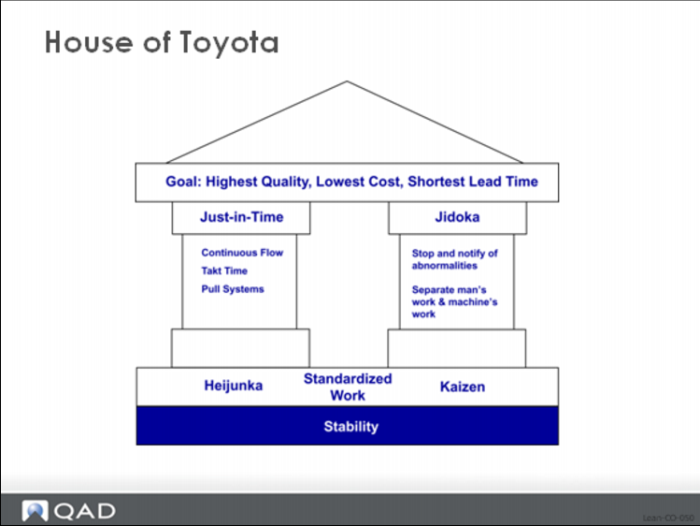
A typical implementer of lean will employ a wide variety of concepts and tools based on the experiences of Toyota and other lean practitioners. In the next image you can see a graphical representation of how the lean tools fit together, in what is sometimes called the House of Toyota. In this diagram, meant to depict a Greek Temple, the foundation is Standard Work, Leveling and Kaizen. The left column corresponds to concepts related to just-in-time scheduling like takt time, EPEI, pull systems, etc., while the right column corresponds to concepts related to changing the physical environment—setup reduction, poka-yoke, 5S, etc.—collectively referred to as jidoka or automation with a human touch. On the pediment you’ll see basic objectives: meeting the needs of customers with high quality, low cost, quick response (shortest lead time).
House of Toyota
Important Tools of Lean
Here are some of the most important tools of lean, ones that a typical lean practitioner must be proficient it and capable of applying.
Value Stream Mapping
Value stream mapping is the identification of all the specific activities (material and information flow) as well as the resulting lead times occurring along the value stream for a particular product or product family, usually represented pictorially in a value stream map.
Takt Time
Takt time is the rate at which product must be turned out to satisfy market demand. It is determined by dividing the available production time by the rate of customer demand. It is a calculated number, not a reflection of your capability. It sets the pace of production to match the rate of customer demand.
EPEI
The EPEI (Every Part Every Interval) represents the minimum production period for a specific process in which every part can be set up and run. Trying to run to a smaller production period or EPEI would cause an excessive number of setups against the available capacity. Running to a larger interval is possible but generates excess inventory.
Leveling (Heijunka)
Leveling is the sequencing of orders in a repetitive pattern, and the smoothing of day-to-day variations in total orders to correspond to longer-term demand.
Pull Systems
A pull system is a system of production and delivery instructions in which nothing is produced by the upstream supplier until the downstream customer signals a need. Pull can operate with single units or small batches. It enables production without preset schedules.
Visual Control Boards
Displays designed to create a transparent and waste-free environment, visual control boards provide easily seen and easily understood information to control the environment and its activities. Visual control boards can include location indicators, signboards, status boards, one-point lessons, checklists, worksheets, diagrams, area maps, etc., and can pertain to equipment use, operations, processes, metrics, storage, safety, quality, movement in an area, or general use of the environment.
Setup Reduction (Single Minute Exchange of Dies or SMED)
SMED is a series of operator techniques pioneered by Shigeo Shingo that result in changeovers of production machinery in less than ten minutes. The long-term objective is always zero setup, in which changeovers are instantaneous and do not interfere in any way with one-piece flow.
Poka-yoke (Mistake Proofing)
Japanese term used by Shigeo Shingo to mean innocent mistake-proofing, it is an improvement technology that uses a device or procedure to prevent defects or equipment malfunction during order-taking or manufacture. Mistake proofing devices are important to the production line in several ways: They (1) enforce correct operations by eliminating choices that lead to incorrect actions, (2) signal or stop a process if an error is made or a defect created, and (3) prevent machine and product damage.
5S
Five S (5S) an improvement process, originally summarized by five Japanese words beginning with S, to create a workplace that will meet the criteria of visual control and lean production. Seiri (sort) means to separate needed tools, parts, and instructions from the unneeded and to remove the latter. Seiton (set in order) means to neatly arrange and identify parts and tools for ease of use. Seiso (shine) means to clean and inspect. Seiketsu (standardize) means to require as the norm that everyone sort, set in order, and shine at frequent (daily) intervals to keep the workplace in perfect condition, and also to make use of visual control systems. Shitsuke (sustain) means to maintain the five S gains by training and encouraging workers to form the habit of always following the first four Ss.
Total Productive Maintenance (TPM)
A companywide approach and a series of methods, originally pioneered by Nippondenso (a member firm of the Toyota group), to enlist operators in the design, selection, correction, and maintenance of equipment to ensure that every machine or process is always able to perform its required tasks without interrupting or slowing down defect-free production. Total productive maintenance includes autonomous maintenance, early equipment management, focused equipment improvement, predictive maintenance, and preventive maintenance. The principal performance measure of TPM is overall equipment effectiveness.
Andon
A device that calls attention to defects, equipment abnormalities, other problems, or reports the status and needs of a system by means of lights.
Self-Stop
A fundamental principle of lean production is the ability of an operator to stop the process when there are problems that cannot be fixed without stopping. Self-stop is a key element of the Jidoka component of TPS/lean.
Cell Design and Operator Balancing
Cell design is the technique of creating and improving cells to optimize their one-piece flow. The basic idea is to design the cell and assign the proper number of operators to meet takt time. This effort includes designing the sequence of events and the operator dance steps in a way that allocates work in a way that fully loads all but one of the operators, and isolates the remaining work to a single operator so that it is visible and such that the work can be redesigned and hopefully eliminated.
Quality Improvement (6 Sigma)
Six Sigma is a concept/philosophy/slogan originally coined by Motorola and a methodology that provides tools for improving business processes. Six Sigma aims at a defect rate of no more than 3.4 defects per million chances. The increase in performance and decrease in process variation due to this methodology results in high quality product, better employee morale, and large improvements in profit. In practice, Six Sigma incorporates a statistical point of view and a toolkit with a leaders-developing-leaders approach to implementation in the form of the black belt certification process.
Standard Work
Standard work is an agreed upon set of work procedures that effectively combines people, materials, and machines to maintain quality, efficiency, safety, and predictability. Work is described precisely in terms of cycle time, work in process, sequence, takt time, layout, and the inventory needed to conduct the activity. Standard work begins as an improvement baseline and evolves into a reliable method. It establishes the best activities and sequence steps to maximize performance and minimize waste.
Kaizen
Kaizen is the gradual, incremental, and continual improvement of activities so as to create more value and less non-value-adding waste. Its success depends on the total commitment of the work force to increasing efficiency and reducing costs. Also called point kaizen and process kaizen.
In the next section we’ll discuss in more detail the elements of lean that make up the foundation for the entire approach: standard work, leveling, and kaizen.
Prerequisites Lean Environment
The prerequisites for making a lean production system work are leveling (creating a repetitive drumbeat), standard work (doing work the same way every time) and kaizen (continuous improvement. According to Taiichi Ohno, father of the Toyota Production System, production processes must be managed to flow as much as possible. This is really the basic condition. Other important conditions are leveling production as much as possible and always working in accordance with standard work methods.
Leveling
As we saw earlier, leveling is the sequencing of orders in a repetitive pattern, and the smoothing of day-to-day variations in total production to correspond to the average demand over a longer period. In this process, the system must consider:
• The rate of customer demand over some specified period (plus any adjustments to inventory during this period).
• The minimum production batch size (based on the production interval or EPEI).
• The amount of time in each production day during the period being leveled.
In a lean production environment, a single process, called the pacemaker, controls the basic rate of production for a group of items with similar value-streams—it determines the rate at which all upstream processes must produce product to supply the assembly process, and since work completed in the pacemaker flows to all subsequent processes and on to the customer, it controls the pace of work for downstream activities as well. This rate must be based on customer demand and any adjustments to inventory, and must reflect the smallest production interval possible. In other words, if the production interval dictates small batch production rather than a one-piece flow, it will not be possible to produce an A followed by a B followed by a C followed by an A (assuming that all the different items need to be produced to the same frequency based on demand). Instead it would be necessary to produce a small batch of A followed by a small batch of B …
The longer-term leveled schedule, which will determine supplier schedules and project capacity requirements, must be leveled in terms of mix and volume and in order to be truly leveled must be sequenced in a mixed model sequence based on the ratios between all the different products that need to be produced. A shorter-term leveled schedule, reflected in a visual control board called the Heijunka box or leveling box, sets the finishing schedule in increments of time that can be as small as a few minutes, but with an horizon of a day, shift, or shipping interval. It must also be leveled in mix and volume and reflect the mixed model sequence dictated by the production interval.
Longer-term leveling typically considers:
• Total volume (all items produced in the pacemaker process) leveled by day based on hours available each day and the total needed in the period.
• Mix (production for individual items) is leveled by day based on average daily demand, the volume for each day based on the prior calculation, and the production interval (how frequently each item can be produced on the line).
• Supply/demand balance.
The practice of leveling volume and mix over time, along with the process of comparing supply to demand is similar to what happens in a traditional master scheduling process. Some kind of leveled schedule—even though it might only be leveled volume—is required in every manufacturing company, unless the company has unlimited capacity and zero changeover time.
Master scheduling creates a schedule for a group of products that fits within planned capacity and where the supply of each individual product within the group satisfies the demand for that product. In many cases, the only significant differences between master scheduling and lean level scheduling are:
• In a traditional master scheduling, there is usually more emphasis on leveling volume (the overall quantity of all products) to fit within the planned capacity, and less concern for leveling individual items (leveling the mix).
• Often, master scheduling starts with supply-demand balancing and leveling is performed as a secondary process.
In lean production environments, the items that go through pacemakers are the master schedule items. This is the one place in the value-stream where a schedule exists, and this schedule controls the pace for all upstream activities and the flow to downstream processes.
The practice of leveling mix and volume over short horizons—perhaps a day, shift or hour—is similar to the finishing schedule in a traditional production environment and can include as input:
• The leveled schedule (mix and volume) dictated by the leveling process described above. This would be the case in any situations where the backlog of customers extends beyond the horizon for the leveling box.
• Replenishment signals generated from consumption from the finished goods supermarket. These would typically be generated from shipments during the prior shipping interval.
• Customer orders. New customer orders promised for the period being scheduled.
• Some combination of the customer orders, finished goods replenishment signals, and the leveled schedule.
These pull signals would typically be communicated to the plant using the leveling or Heijunka box.
Standard Work
Lean seeks to eliminate muda, mura, and muri. One area where mura (variability) can be reduced is in the work process itself. Unless work is defined and then performed, in the same way over and over, the variation in the process will create quality problems and possibly scrap and rework.
Standard work defines the agreed upon best known method to produce an item using the available equipment, tools, people and material. It defines key points in the production process, the sequence of activities, procedures and key criteria for those procedures (for example, in mixing: how long to mix, in tightening bolts: which one first to what torque, which one second and to what torque, etc.), safety and quality checks, etc.
The goal of standard work is to systematize how a part is processed so that it can be carried out safely in the best known sequence using the most effective combinations of resources, over and over and over again without creating variability in the process itself or in the output from the process.
The work process is normally documented in writing, with photographs and video, and examples of defective products nearby. This is done to eliminate errors that waste time and money, and ensure reproducibility from operator-to-operator.
Standard work will also go beyond the strict production process to include paint and color standards for safety elements, equipment operation instructions, floor markings, building interior and exterior, material labeling, etc.
Kaizen
Kaizen, which is the philosophy of continual improvement, is based on the belief that every process can and should be constantly evaluated, improved and upgraded with respect to what work is being done, how long it takes, how many resources are needed to do it, what the result is in term of product quality, etc.
In some sense, standard work sets boundaries: don’t deviate from these procedures. Kaizen asks the question: how can we deviate from our existing procedures to improve our performance. Both are necessary for creating a high performance environment.
In the next section we’ll see how value stream mapping can be used as an essential tool for identifying opportunities and driving improved performance.