How does a Pull System work?
Pull System mechanics
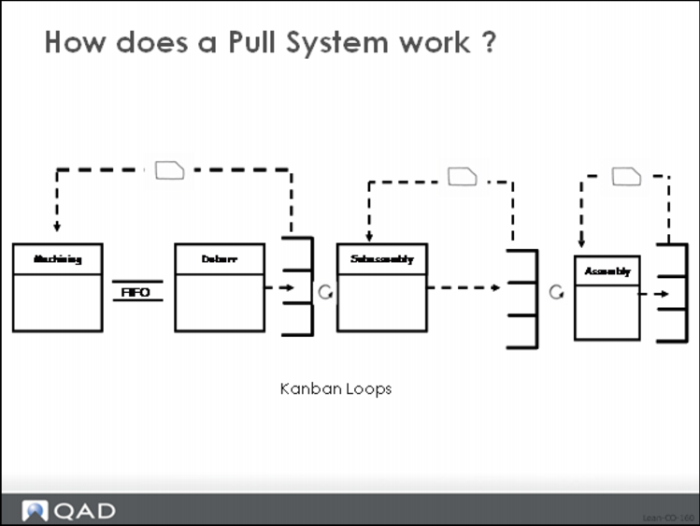
The previous image shows a series of kanban loops and illustrates how the kanban system pulls work from earlier processes. As explained before, this value stream map depicts a series of controlled inventory points (the backward Es), processes (the boxes), kanban loops (dotted lines showing how the kanbans circulate) and kanban cards that are associated with material as it is produced and inventoried.
The goal of the pull system is to have each supplying process produce exactly the required quantity of product at the exactly the right time. Levels of inventory in the system regulate production. When inventory in a supermarket drops below its preset maximum level, the upstream supplying process receives a signal to produce that item. (The signal is typically a card, the kanban, which has been detached from the supermarket inventory when the inventory is removed from the supermarket. The detached card is circulated back to the source process where it either authorizes replenishment immediately, or is accumulated on a control board until a full lot size of production is reached.)
The supplying process must have an authorization before it can start work. Once an authorized signal is received, the supplying process can draw component material and raw stock from its own upstream supermarket or point of use inventory, perform the work, attach the card to the finished part and put it in the downstream supermarket. The supply process can not produce more than authorized by the empty kanbans.
Another way to think of this process is this: only when the supermarket inventory is less than the preset max can the supplying process produce more. When inventory in a supermarket reaches its preset maximum level, the supplying process must stop producing the item. Notice that the number of cards or containers circulating between the source process and the supermarket determines the maximum amount of inventory in the supermarket, since once all cards are attached to parts in the supermarket, no more parts can be made.
When the supplying process draws on component parts and raw materials to make more of the item, it also detaches the card attached to that material. This kanban card circulates back upstream to signal the next upstream process to produce more. This way, a demand for a unit of finished goods percolates back up value stream to the fabrications and then to purchased parts and subsequently to the suppliers.
One Card or Two Card Model?
The kanban model in the value stream depicted in the previous image is a so-called one-card kanban model. In this kind of kanban system, a single set of cards for each item represent both withdrawal from the controlled supermarket inventory and replenishment from the supplying source back to the supermarket.
One Card or Two Card Model
This figure is reprinted, with permission, from Lean Standard System, Christopher Gray, Trafford Publishing, 2008.
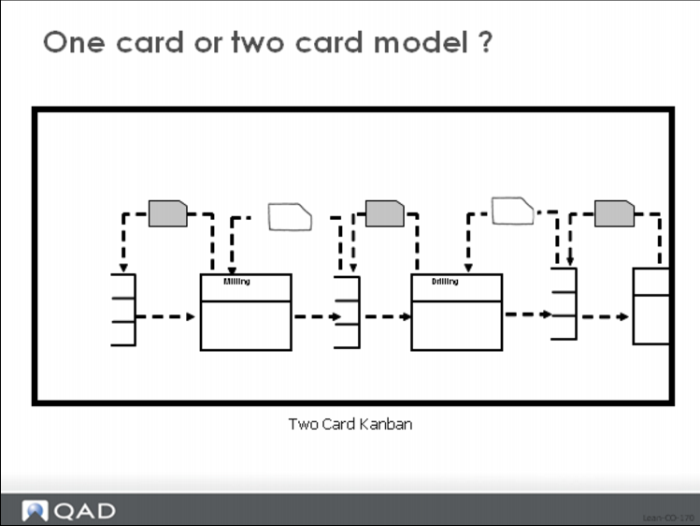
It is also possible to have a kanban system that is based on a two-card kanban model which has withdrawal kanbans circulating between the supermarket and the point of use, and replenishment kanbans circulating between the supermarket and the supply source. This kind of kanban system is depicted in the image above, and is commonly used in situations where there is a significant distance between the supermarket and supermarket, or where the supermarket actually feeds multiple points of use (which are usually, although not always, also some distance away).
This value stream map depicts a series of controlled inventory points (the backward Es), processes (the boxes), kanban loops (dotted lines showing how the kanbans circulate) and kanban cards (hatched cards are withdrawal cards and open cards are replenishment cards. As explained above, the withdrawal cards circulate between the point(s) of use and the supermarket, and the replenishment cards circulate between the supermarket and the supply source.
Here are the mechanics of the two-card kanban system starting with the process at the extreme right:
• When a component part or material is used at the point of use process, the kanban associated with the part is detached and circulated back to the supermarket.
• When the card reaches the supermarket, it is treated as an authorization to withdraw additional material from inventory and convey it to the consuming process.
• When the material is removed from the supermarket, the withdrawal kanban is attached and simultaneously the replenishment kanban is detached. The withdrawal kanban and the material are sent to the point of use. The replenishment kanban circulated back to the source process, in this case Drilling where it either authorizes replenishment immediately or is accumulated until the lot size can be authorized
• The supplying process can draw component material and raw stock from its own upstream supermarket or point of use inventory, perform the work, attach the replenishment card to the finished part and put it in the downstream supermarket.
• When the supplying process (drilling) uses the component parts and raw materials to make more of the item, it also detaches the withdrawal card attached to that material and sends it back to the supermarket as an authorization to withdraw additional material from stock and replenish the point of use. As earlier, when the material is removed from the supermarket, the withdrawal card is attached and the replenishment kanban detached. The withdrawal kanban and the parts are sent to the point of use, the replenishment kanban is send upstream to the source process, in this case milling to signal replenishment of the supermarket stock. In this way, finished goods demand percolates back up value stream to the fabrications and then to purchased parts and subsequently to the suppliers.